
3D Drucker kalibrieren
Einen 3D Drucker richtig einzustellen, um damit gute Druckergebnisse erzielt werden, ist manchmal gar nicht so einfach. Ein wichtiger Schritt dabei ist das Ausrichten des Druckbetts. Hier zeige ich Euch, wie Ihr Euren 3D Drucker in wenigen Schritten kalibriert.
Ich gehe davon aus, dass Ihr einen BLTouch (oder einen vergleichbaren Sensor) in Eurem Drucker verbaut habt. Falls nicht: Dringend nachholen. Meine Druckergebnisse hat das nachhaltig verbessert.
Ich besitze und benutze einen Ender 3 Pro mit eben jenem BLTouch (und Silent Board). Als Firmware kommt Marlin 1.9.1.1 zum Einsatz. Warum so alt? Weiss ich nicht - never change a running system.
Die Schritte und Kommandos in diesem Artikel habe ich selbst so ausgeführt und sorgfältig geprüft. Natürlich kann ich aber keine Garantie oder Haftung für etwaige Schäden an Euren Druckern übernehmen, die aus dem Nachvollziehen der hier gezeigten Schritte resultieren. Ich empfehle beim Ausführen der G-Codes (speziell beim Anfahren von Z0) immer eine Hand am Notaus Schalter zu haben, um Schlimmeres zu verhindern.
Schritt 1: Druckbett manuell ausrichten
Der erste Schritt zum Kalibrieren des Druckers ist das Ausrichten des Druckbetts mit Hilfe der guten alten Papier Methode.
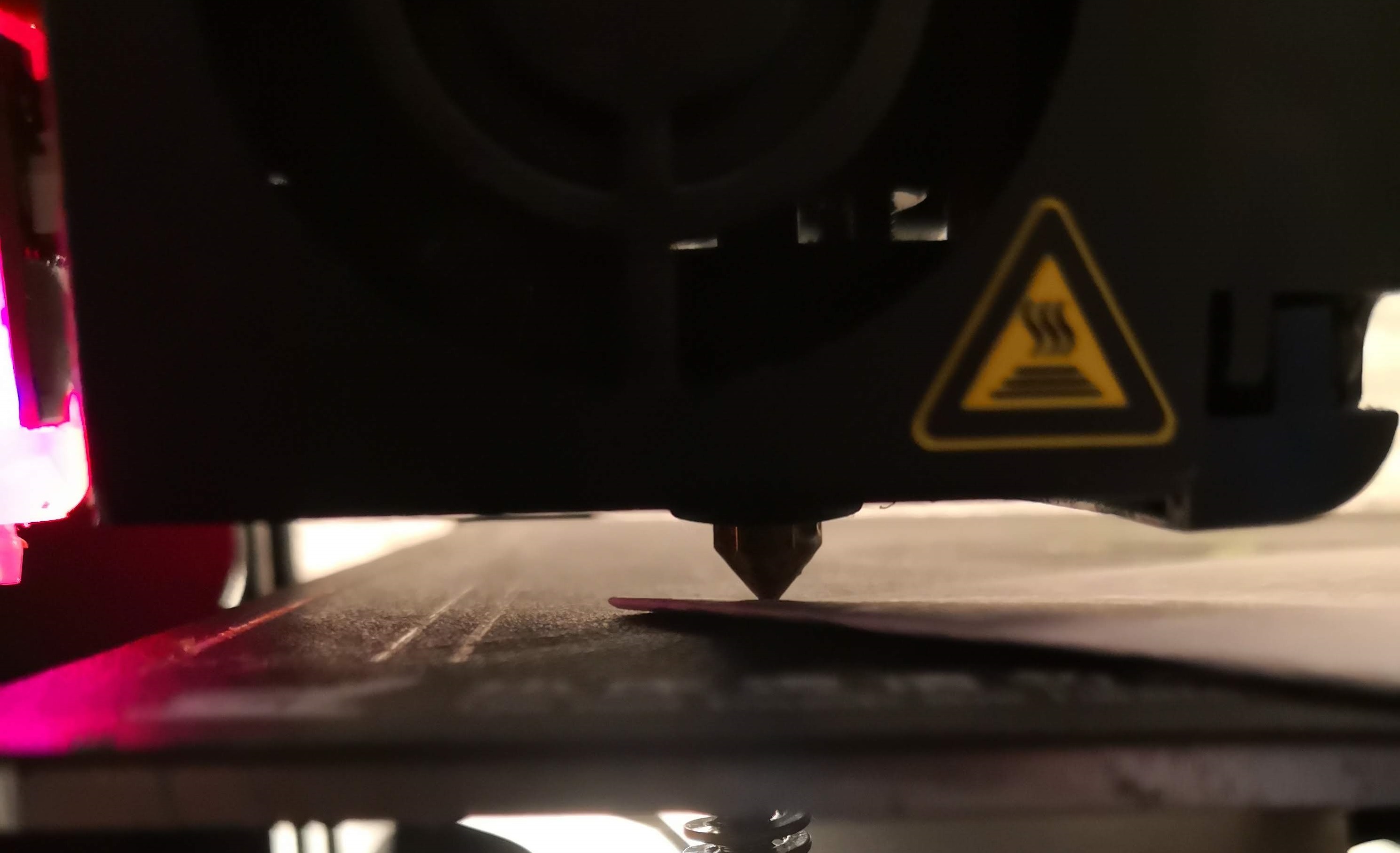
Dazu nehmt ihr ein Stück Papier und faltet es, damit ihr in etwa die Dicke der ersten Druckschicht erreicht. Das Papier dient dann dazu, die Z-Achse manuelle so einzustellen, dass die erste Schicht in der korrekten Dicke gedruckt werden kann.
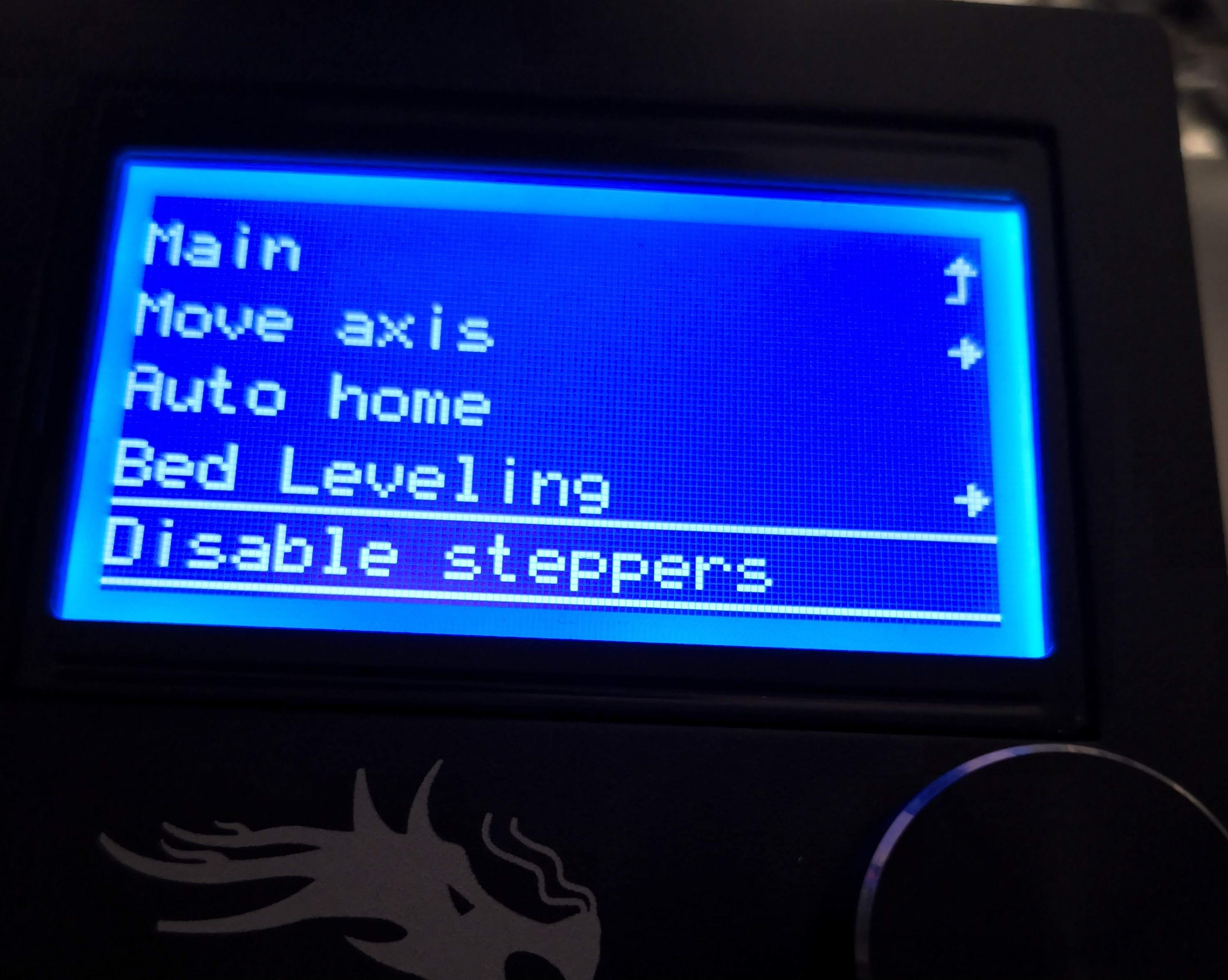
Nehmt also das Papier und legt es auf das Druckbett. Im Menü Eures (Marlin-) Druckers schaltet ihr
dann mittels Prepare > Disable Steppers die Schrittmotoren aus. Danach könnt ihr den Druckkopf manuell
frei bewegen.
Positioniert jetzt das Papier und den Druckkopf in einer Ecke des Druckbetts und fahrt die Z-Achse soweit herunter, dass sich das Papier noch gerade so bewegen lässt.
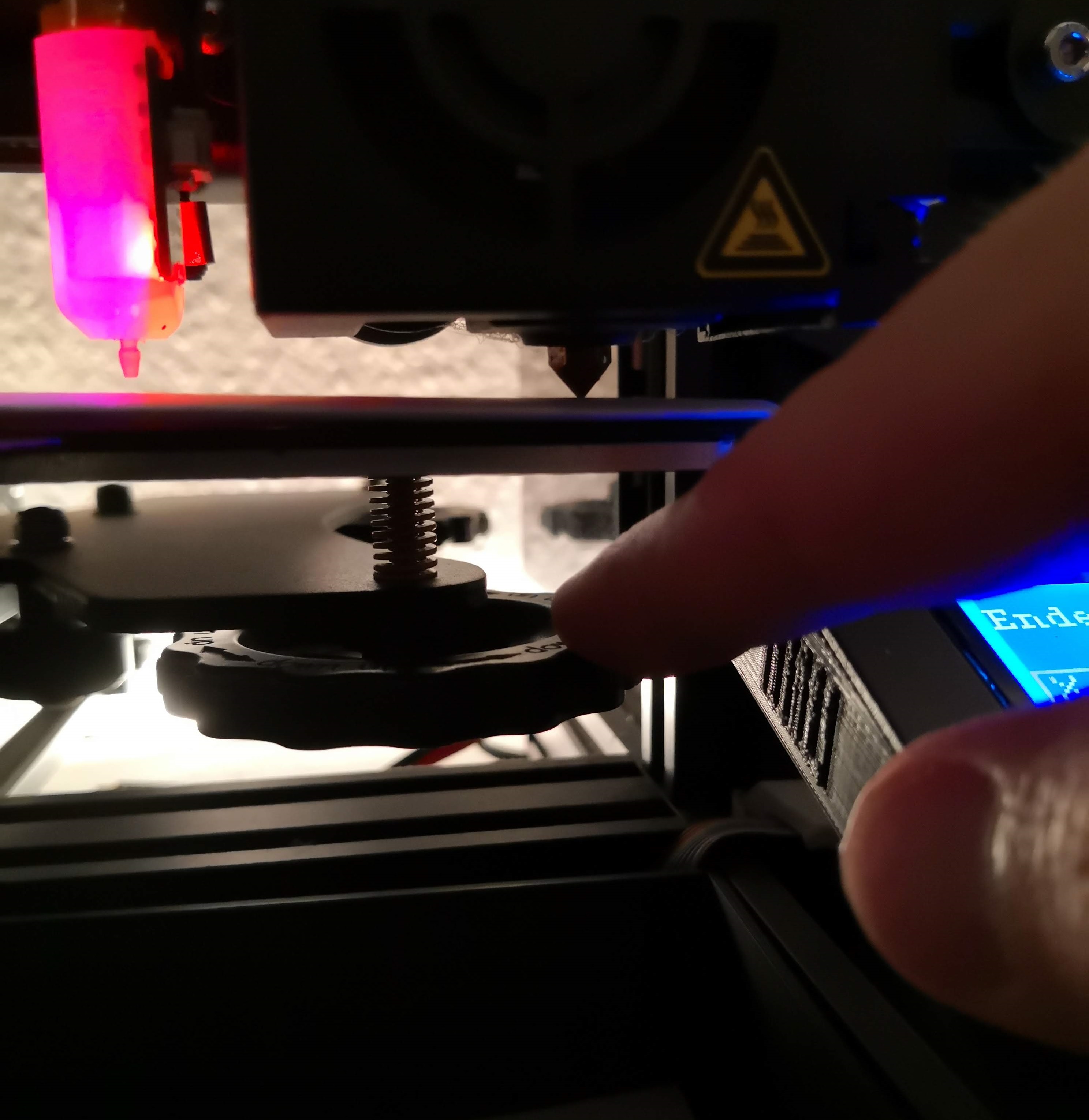
Danach fahrt ihr zur nächsten Ecke. Seid dabei vorsichtig. Wenn der Druckkopf das Papier jetzt einklemmt, so zieht Ihr die Einstellschrauben in der Zielecke unter dem Druckbett fester. Das Druckbett wird dadurch in der Ecke nach unten gezogen und der Druckkopf kriegt mehr Platz. Sollte sich das Papier zu leicht bewegen lassen, so löst Ihr die Einstellschraube etwas, bis das Papier wieder schwer zu bewegen ist. Wiederholt diesen Vorgang in allen vier Ecken.
Ihr müsst das alles wahrscheinlich mehrmals machen, bis sich Papier und Druckkopf gleichmäßig über das gesamte Druckbett bewegen lassen, ohne zu klemmen oder zu locker zu werden.
Schritt 2: Z-Offset und ABL einstellen
Der nächste Schritt ist das Einstellen der Z-Achsen Offset. Dies ist nötig, weil der BLTouch normalerweise etwas nach unten über den Druckkopf hinaus steht. Ohne den Z-Offset könnte der Druckkopf also niemals das Druckbett erreichen und würde in der Luft drucken. Das führt sicher nicht zu guten Ergebnissen.
Das Z-Offsdet steht normalerweise auf 0. Damit kommt Euer Druckkopf aber mit ziemlicher Sicherheit nicht nah genug an Euer Druckbett heran, um richtig zu drucken.
Eure aktuellen Einstellungen könnt Ihr mir M503 anschauen. Hier seht ihr zum Beispiel auch eure
aktuellen ABL Parameter (G29). Der letzte Wert zeigt den aktuellen Z-Offset an (M851).
# Beispiel
M503
# [...]
Recv: echo: M205 Q20000 S0.00 T0.00 X10.00 Y10.00 Z0.30 E5.00
Recv: echo:Home offset:
Recv: echo: M206 X0.00 Y0.00 Z0.00
Recv: echo:Auto Bed Leveling:
Recv: echo: M420 S1 Z0.00
Recv: echo: G29 W I0 J0 Z1.06450
Recv: echo: G29 W I1 J0 Z0.61750
Recv: echo: G29 W I2 J0 Z0.10500
Recv: echo: G29 W I3 J0 Z-0.41900
Recv: echo: G29 W I4 J0 Z-0.93400
Recv: echo: G29 W I0 J1 Z0.96200
Recv: echo: G29 W I1 J1 Z0.60250
Recv: echo: G29 W I2 J1 Z0.08700
Recv: echo: G29 W I3 J1 Z-0.42050
Recv: echo: G29 W I4 J1 Z-0.90200
Recv: echo: G29 W I0 J2 Z1.10200
Recv: echo: G29 W I1 J2 Z0.62950
Recv: echo: G29 W I2 J2 Z0.14450
Recv: echo: G29 W I3 J2 Z-0.41000
Recv: echo: G29 W I4 J2 Z-0.97500
Recv: echo: G29 W I0 J3 Z1.21500
Recv: echo: G29 W I1 J3 Z0.71750
Recv: echo: G29 W I2 J3 Z0.15700
Recv: echo: G29 W I3 J3 Z-0.37650
Recv: echo: G29 W I4 J3 Z-0.99900
Recv: echo: G29 W I0 J4 Z1.26100
Recv: echo: G29 W I1 J4 Z0.80450
Recv: echo: G29 W I2 J4 Z0.27000
Recv: echo: G29 W I3 J4 Z-0.30900
Recv: echo: G29 W I4 J4 Z-0.87000
Recv: echo:Material heatup parameters:
Recv: echo: M145 S0 H200 B60 F0
Recv: echo: M145 S1 H240 B75 F0
Recv: echo:PID settings:
Recv: echo: M301 P29.84 I1.96 D55.47
Recv: echo:Z-Probe Offset (mm):
Recv: echo: M851 Z-3.30Der Ablauf ist gar nicht schwierig. Zuerst setzen wir das Z-Offset zurück. Danach Tasten wir uns langsam an den echten Z-Offset an. Dazu muss der soft endstop deaktiviert werden, der sonst verhindert, dass Ihr die Z-Achse unter Ihren Null-Punkt fahrt. Hier sei kurz angemerkt, dass bei mir der soft endstop scheinbar keine Funktion hatte, es also egal war, ob er ein oder ausgeschaltet ist. Das kann aber an meiner Marlin Version liegen.
# Immer erstmal homen
G28
# Z-Offset zurück setzen
M851 Z0
# EEPROM speichern und aktivieren
M500
M501
# Z-Achse Homen -> Z-Achse fährt Nullpunkt an
G28 Z
# Nullpunkt anfahren
G1 F60 Z0
# Soft Endstop ausschalten
M211 S0Euer Druckkopf sollte jetzt ein gutes Stück über dem Druckbett zum stehen gekommen sein. Das ist der aktuelle Nullpunkt - der wie schon erwähnt viel zu hoch liegt.
Jetzt benutzt Ihr wieder unser geliebtes Stück Papier. Legt es aufs Druckbett unter den Druckkopf.
Fahrt jetzt in kleinen Schritten (0.1 - oder weniger wenn Ihr könnt) Euren Druckkopf solange herunter,
bis sich das Papier, wie beim ersten Schritt, nur noch schwer bewegen lässt. Ihr habt damit Euren
echten Nullpunkt erreicht. Auf dem Display Eures Druckers könnt Ihr jetzt das aktuelle Z-Offset ablesen.
Dort sollte etwas wie Z-3.30 stehen. Notiert diesen Wert!

Jetzt stellen wir den neuen Offset ein:
# Neuen Z-Offset setzen
M851 Z-2.49
# Soft Endstop wieder einschalten
M211 S1
# EEPROM speichern und aktivieren
M500
M501
# Einstellungen anzeigen
M503Als letzten Schritt testen wir unseren neuen Z-Offset. Ich empfehle hier dringend, eine Hand am Notaus zu haben, nur für den Fall, dass Ihr Euch irgendwo vertan habt!
G28
G1 F60 Z0Nachdem das alles funktioniert hat lassen wir zuletzt noch das Bed Leveling laufen und speichern die Ergebnisse im EEPROM. Dazu benutzt Ihr diese Befehle:
# ABL starten
G29
# Warten auf ABL Ende ...
# .. speichern
M500
# .. laden
M501
# .. anzeigen
M503Schritt 3: Slicer konfigurieren
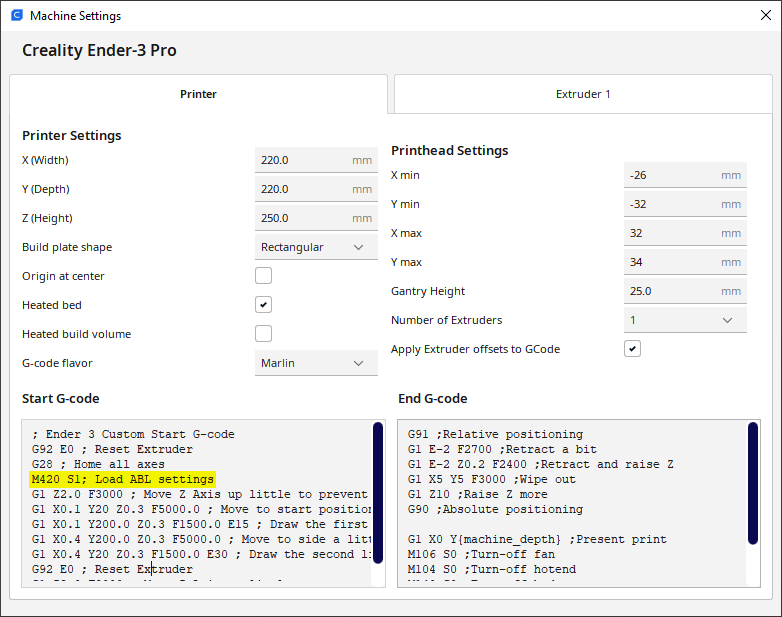
Damit die ABL Einstellungen beim Drucken auch benutzt werden müsst Ihr noch den Start G-Code, den Euer Slicer erzeugt anpassen. Ich zeige euch das hier am Beispiel von Cura 5.0. Für andere Slicer findet Ihr normalerweise analoge Einstellungen.
Öffnet Cura, geht in Settings > Preferences > Printers und editiert den Start G-Code Eures Druckers unter Machine Setings.
Nach G28 (Home) fügt Ihr einfach M420 S1 ein. Das wars.
Fertig
Nach diesen Schritten sollte Euer Drucker jetzt gute erste Schichten drucken und vernünftige Ergebnisse liefern. Eventuell könnt Ihr den Z-Offset noch ein wenig verfeinern.
Nach meiner ersten Kalibrierung machte meine Drucker eine viel zu dünne erste Schicht, so dass ich das Z-Offset ein wenig verringern
musste, um den gefürchteten Elefantenfuß zu vermeiden (zu viel Anpressdruck führt zu einer zu breiten ersten Schicht). Ich habe also meinen
gemessenen Wert von Z-3.5 auf Z-3.4 geändert. Damit liefen die Drucke dann gut.
Solltet Ihr nicht genug Haftung bekommen ändert Ihr den Wert natürlich in die andere Richtung. Hier aber wieder vorsichtig sein und den neuen Nullpunkt langsam anfahren. Und immer die Hand am Ausschalter lassen. Dann kann eigentlich nichts schief gehen.